1光学非球面技术原理与加工技术
1光学非球面技术原理与加工技术
广州斗龙光学科技有限公司(http://www.douloongoptics.com)非球面透镜生产工厂
光学非球面的定义
广义来说,非球面是不包括球面和平面的其他表面。从应用的角度来说,非球面可以分成轴对称的非球面、具有两个对称面的非球面、没有对称性的自由曲面。
非球面分类
通常把非球面分成二次非球面和高次非球面。二次非球面在光学系统当中应用最广,相对于其他类型的非球面有着特殊的位置。二次非球面又可以分为:有一对无像差点的非球面和没有无像差点的非球面。前者广泛应用于各种光学仪器当中,是最常见的非球面。后者广泛应用在形成变形像的光学系统当中。高次非球面可以分成单调子午曲线的表面和非单调表面。非球面分类如图1所示。
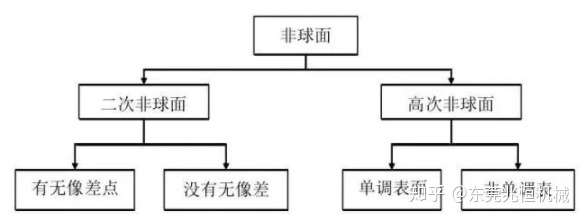
图1. 光学非球面的分类
自由曲面
自由曲面的一般表达式:Z=∑A ij XiYj i,j=0,1,2……n。对于此类自由曲面虽已失去了非球面轴对称的特点,但仍是围绕着一个坐标原点有规律展开的。现对还是有规律可循的。
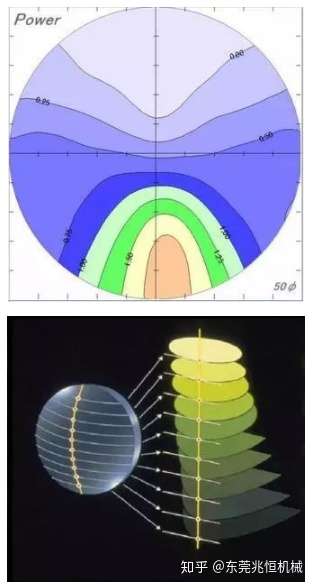
另有一类仅能用三维点位坐标来定义的复杂自由曲面,广泛地被应用在渐进多焦点眼镜中,以实现光焦度按特定规律分布的目的。
技术原理
非球面透镜,曲率半径随着中心轴而变化,用以改进光学品质,减少光学元件,降低设计成本。非球面透镜相对于球面透镜具有独特的优势,因此在光学仪器、图像、光电子工业得到了广泛的应用,例如数码相机、CD播放器、高端显微仪器。
对比优势
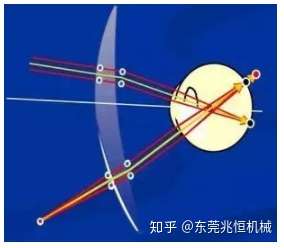
a. 球差校准
非球面透镜用以替换球面透镜,最显著的优势在于可以修正球面透镜在准直和聚焦系统中所带来的球差。通过调整曲面常数和非球面系数,非球面透镜可以最大限度的消除球差。非球面透镜(光线汇聚到同一点,提供光学品质),基本上消除了球面透镜所产生的球差(光线汇聚到不同点,导致成像模糊)。采用三片球面透镜,增大有效焦距,用于消除球差。但是,一片非球面透镜(高数值孔径,短焦距)就可以实现,并且简化系统设计和提供光的透过率。
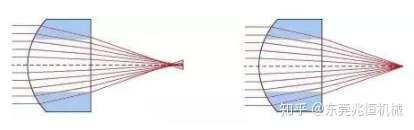
图2. 消球差非球面透镜
b. 系统优势
非球面透镜简化了光学工程师为了提高光学品质所涉及的元素,同时提高了系统的稳定性。例如在变焦系统中,通常情况下10片或者更多的透镜被采用(附加:高的机械容差,额外装配程序,提高抗反射镀膜),然而1片或者2片非球面透镜就可以实现类似或更好的光学品质, 从而减小系统尺寸,提高成本率,降低系统的综合成本。
加工方法的分类和特点
材料去除法:
以铣磨、车削和抛光为代表,主要包 括传统范成法铣磨和修磨抛光;数控铣、车削、精密磨抛;计算机控制抛光等。特别是对于数控抛光,以抛光媒质的不同又可分为小磨具、应力盘、离子束、等离子体、磁流变、液体喷射抛光等。
其特点是效率相对较高、与传统光学加工有互通之处易于被接受、灵活性较高、适合于样件的研制和中小批量生产。但产品的一致性较差,对操作者的要求较高。
模具成形法:
玻璃热压成形、光学塑料注射成形、热沉降和固化成形。其特点是效率极高、成品的一致性好、对操作者的要求较低,适合于大批量生产。但对模具要求较高、初期投入大和工艺流程较为复杂。
附加材料法:
真空镀膜和复制成形。其实质是在最接近球面的基础上附加一层与非球面度和折射率相匹配的薄层材料。其特点工件的一致性好,对设备要求不高,灵活性好。适合于中小批量和反射元件的生产。但由于附加层须与基底材料具有匹配性限制了应用。
下面我们来看一下一些著名的非球面加工方法及设备。
超大型磨床OAGM2500

英国Granfield大学尽管同牛津、剑桥相比不那么有名,但只要一说起其精密工程研究所CUPE,则令工业界肃然起敬。该所先后研制出ORGM2500六轴数控超精密磨床,Nanocenter250、Nanocenter600非球面光学零件车床和大型超精密金刚石镜面车床。
OAGM2500大型CNC超精密磨床是加工大型离轴非球面光学零件的机床。加工尺寸:2.5m×2.5m×0.61m; 采用液体静压轴承和摩擦传动方式,激光干涉仪位置测量与反馈,分辨率为2.5nm;平面加工精度可达1μm;表面粗糙度2——3nm,离轴非球镜加工精度达2.5μm。该超精密磨床主要用于光学玻璃等硬脆材料的加工工件抛光后再用柯达公司的2.5米离子束抛光设备对零件进行修形处理,工件可达到很髙的精度。床身采用轻型钢焊接结构,中间用S100花岗岩和聚苯乙烯制成的人造花岗岩填充,可保证高刚度,高度稳定度和很强的振动衰减能力。
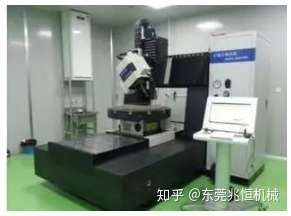
JRCODE-CCOS
机床主体为龙门式结构,运动部件采用精密导轨结合高精度光栅反馈,运用8轴控制器实现任意轴组合插补,集成在线轮廓测量系统。工艺系统开放,具有多轨迹选择、多格式数据兼容、变参量操控与优化功能,能够实现光学玻璃、微晶、碳化硅、石英等多种材料光学元件的精密制造,特别面向高质量光学同轴、离轴非球面元件开发自适应式加工模型,达到抛光面形精度优于1/50λ(RMS,λ=632.8nm)。
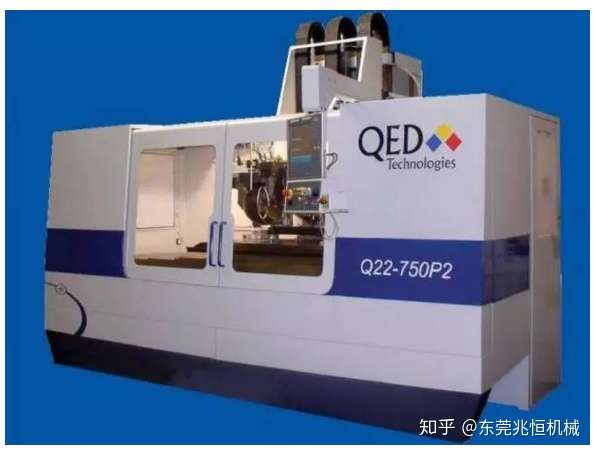
磁流变抛光Q22-750P2
对于光学玻璃、微晶、碳化硅、石英等多种材料均能获得较好的表面粗糙度及较高的面形精度。特别适用于高质量光学同轴、离轴非球面元件的超精密加工。

磁射流抛光
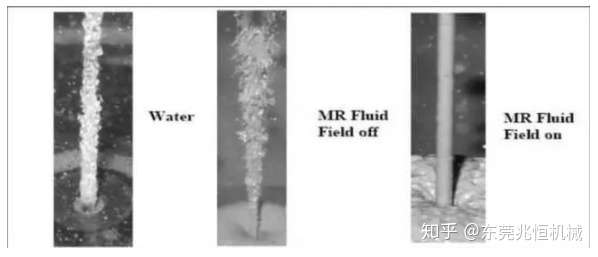
磁射流抛光是将射流技术和磁流变技术相结合, 利用低粘度磁流变液在外磁场的作用下发生磁流变效应, 表观粘度增大来增加射流束表面的稳定性, 混合有磨粒的磁流变液在喷嘴处轴向磁场的作用下形成准直硬化的射流束喷射到一定距离处的工件表面, 借助于磨粒的高速碰撞剪切作用实现材料的去除, 以可控的方式实现抛光表面修整。
说了这么一大堆,我们来看一下磁射流的效果图:
应力盘抛光技术
这是一种很高大上的抛光方式,国内成都光电所在做,通过上面的一系列的电机拉动
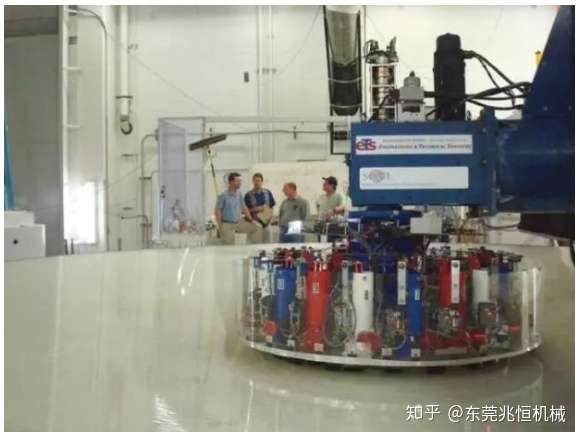
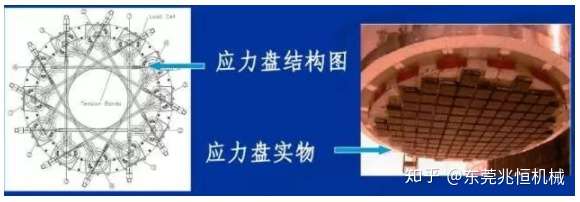
应力盘的盘面上面均匀分布着一些立柱,这些立柱之间通过丝线连着,这些丝线可以通过电机拉紧放松,这样就可以控制盘面的形变,使盘面与工件比较好的贴合,从而实现精准抛光。应力盘抛光的缺点就是控制起来实在是太复杂了——看着就晕啊!
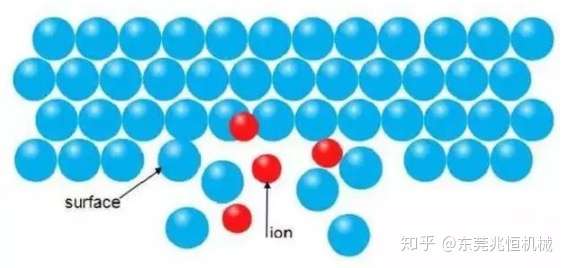
离子束抛光
由离子源发射出的具有一定能量与空间分布的离子束流轰击工件表面,离子入射到工件表面后在一定深度内与工件原子发生碰撞,在此碰撞过程中,入射离子将自身能量传递给工件原子,当工件原子获得的能量大于其晶格束缚能时,工件原子会脱离晶格束缚继续运动,并与其他工件原子发生级联碰撞,即重复上述动作,当其传递给下一个原子的能量大于晶格束缚能时,下一个原子也会离开原有位置开始运动,若该原子获得的能量不足以克服晶格束缚能,则其获得的能量将无法继续传递,只能以声子形式释放。在此过程中能量在离子与原子之间、原子与原子之间相互传递,当处于工件表面原子获得的能量沿镜面法线方向的分量大于材料表面束缚能、晶格束缚能时,该原子将飞离工件表面。
说白了就是把材料表面的原子一个一个的去掉(有点夸张)。