塑料非球面透镜制造技术
塑料非球面透镜制造技术
广州斗龙光学科技有限公司(http://www.douloongoptics.com)非球面透镜生产工厂
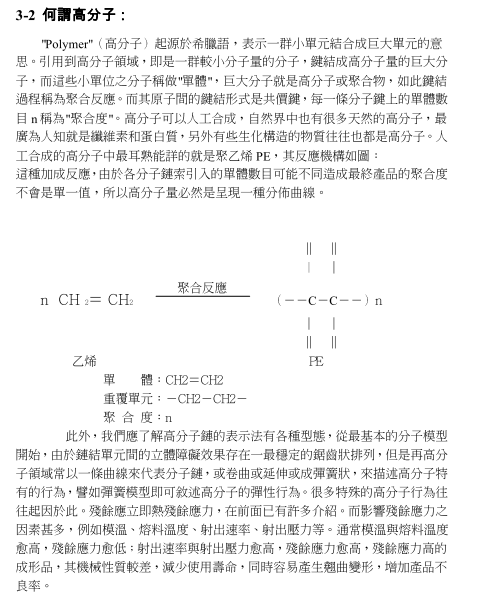
第一章 導論
研究動機:
光學鏡片為目前光學產品及光電系統中不可或缺的關鍵零組件之一,例如從
普通的眼鏡鏡片到高精密的光碟機讀取頭等等,面對如此龐大的市場需求量,傳統
的生產方式恐怕難以滿足其需求,於是便有模造光學的加工技術產生,是利用模仁
及模具以壓模的方式,一次成型鏡片的加工技術,所製造生的鏡片已有相當不錯的
光學品質,不須再做拋光、研磨這些二次加工,因此可大大的降低生產時間和材料
的成本,例如塑膠射出成型(Plastic injection molding)技術,以塑膠射出成型磨造製程
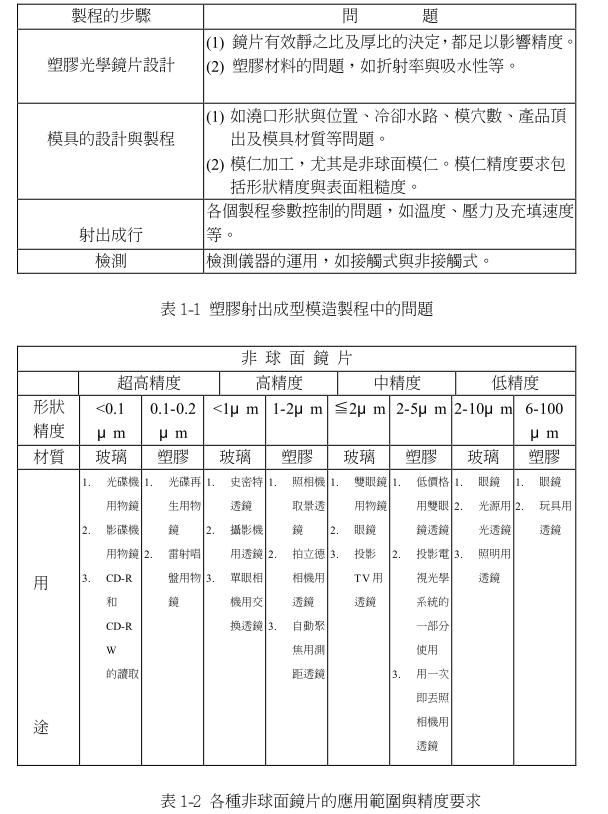
的步驟來說,只要包括塑膠光學鏡片設計、模具的設計與製造、射出成型及檢測,
其中各步驟的問題如表 1-1 所示.而關鍵技術之一便是鏡片模仁的製程,而模仁的
形狀精度不良將會使成品的成像品質影響到原先設計的影響效果.一般對鏡片模
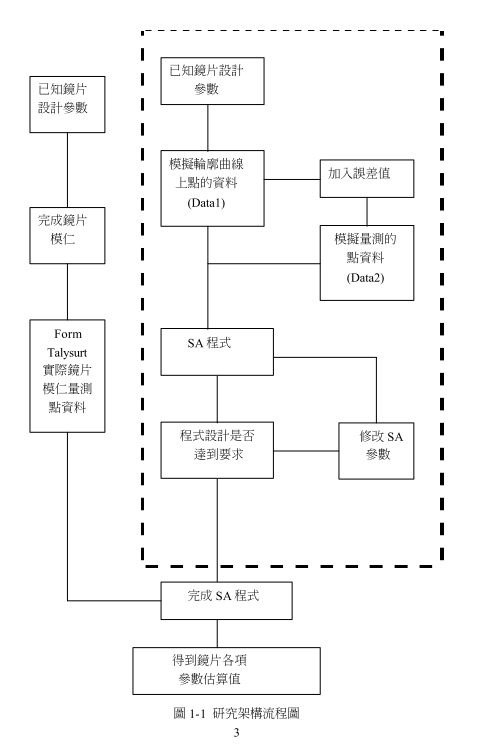
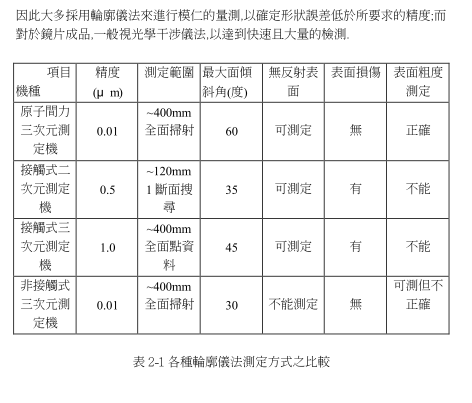
仁形狀精度的要求是以境騙用途來決定,例如低精度的如眼鏡鏡片等,高精度的如
光學機讀取頭等,通常對形狀精度的要求從 10um 到 0.1um 之間,如表 1-2 所示,而判
斷模仁好壞的方法便是磨人的形狀精度和表面粗糙度是否再要求範圍內.因此鏡
片模仁完成後的檢測工作是非常重要的,一般最常採用的方式是使用 Form
Talysurf 以接觸式的探針量測表面,以此作為判斷模仁形狀精度與表面粗糙度.
本研究之目的是檢測鏡片模仁的形狀精度是否達到設計要求的精度範圍之內,
以及使用模擬退火法(Simulated annealing SA)的演算來得到一個明確的數值資料,
可以表示此鏡片完成後的各項參數數值.
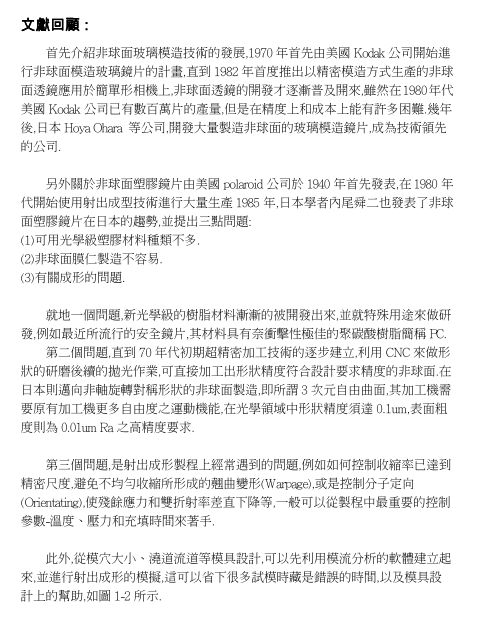
研究的方法分為兩方面進行,首先利用幾組模擬鏡片模仁上的點資料(Data1)
以及加入誤差值得點資料(Data2)對模擬退火法中運算,圖 1-1 為研究架構流程圖.
實驗結果後發現度數並不正確,經過以下三點討論之後:(1)中心厚度的原因、(2)
成型品曲率的問題、(3)模仁曲率的影響,得到的結論為成型品曲率的問題,即縮水
率造成成型品曲率偏差維影響度數準確性的重要因素.